
Сегодня мы подготовили статью на тему: «мастерим станок для гибки профильных труб», а Анатолий Беляков подскажет вам нюансы и прокомментирует основные ошибки.
- Станок для гибки профильной трубы: как соорудить трубогибочный станок своими руками
- Гибка профильной трубы: делаем трубогибочный станок своими руками
- Устройство трубогибочного станка и инструкция по его сборке
- Как изготовить профилегиб еще более простой конструкции
- Изготовление станка, предназначенного для гибки профильных труб
- Какие материалы и инструменты нужны для изготовления трубогиба
- Изготовление самодельного гибочного станка своими руками
Станок для гибки профильной трубы: как соорудить трубогибочный станок своими руками
В домашнем хозяйстве станок для гибки профильной трубы используется не настолько часто, чтобы покупать дорогое оборудование заводского изготовления.
При возникновении такой необходимости, несложный трубогиб вполне можно сделать в частном порядке, предварительно определившись с тем, какой вид этой конструкции подойдет для выполнения поставленной задачи.
Существует много модификаций оборудования для изменения конфигурации профильных труб. Связано это с минимальным радиусом изгиба. Если пренебречь этим важным параметром, в месте изгиба произойдет изменение прочностных характеристик материала в худшую сторону.
При выборе конструкции к учету берут материал заготовки, диаметр, толщину стенок.
В зависимости от типа привода станки, предназначенные для гибки любых труб, бывают ручными, электромеханическими и гидравлическими.
Ручные. Это предельно простые механизмы, доступны для самостоятельного изготовления даже человеку, не посвященному в тонкости работы с металлом.

Электромеханические. Такой станок имеет привод в виде электродвигателя — шагового или обычного, подключенного через нижний редуктор. Последнее решение обеспечивает высококачественный изгиб за счет правильного распределения напряжений. Устройство механизма непростое, чтобы его изготовить, нужны специальные знания и хоть немного профессионализма.

Гидравлические. Привод в этой модели ручной. В отличие от простой ручной конструкции, здесь в схему включен гидроцилиндр, что значительно снижает, прикладываемые при гибке, мускульные усилия.

Вальцы дают возможность гнуть профильную трубу в любом нужном направлении. Ручной профилегиб с гидравликой при своем небольшом весе может согнуть трубный сортамент шириной до 10 см.
Существует деление профилегибов и в зависимости от способа установки. Различают оборудование стационарное, переносимое и носимое. Стационарные станки могут иметь вид как простой бетонной плиты со стержнями, так и солидного оборудования.
У компактных переносимых трубогибов имеется опорная стойка, а у носимой модели опоры нет, ее подбирают каждый раз во время использования оборудования.
От способа изгиба будет зависеть конструкция профилегиба и его производительность. Существует 3 метода гибки. Первый — выдавливание, когда геометрию профильной трубы меняют при помощи деформирующего ролика, выполняющего роль пуансона. Матрица в этом случае отсутствует.
Для выполнения операции требуются 2 прочные опоры с противоположных сторон изгиба, которые и выполняют роль матрицы. В качестве таких опор используют поворотные башмаки или ролики. Поскольку усилие нарастает постепенно и постоянно имеет перпендикулярное направление по отношению к трубе, способ дает возможность получить хороший конечный результат. Применим метод только для работ в небольшом объеме.
Второй — прессование. Для получения гиба используют принцип слесарных тисков — отрезок трубы размещают между матрицей и пуансоном. Профили последних для получения качественного изгиба должны в точности повторять геометрию детали. А также в расчете необходимо учесть остаточную деформацию металла. В домашних условиях этот способ применим, когда большой точности не требуется.
Третий — прокатка — универсальный способ, применяемый для гибки как тонкостенных, так и толстостенных труб. Гиб получают путем протягивания заготовки между роликами — одним вращающимся и двумя опорными.

Независимо от выбранной конструкции, при самостоятельном изготовлении станка для гибки труб, необходимо учитывать рекомендации специалистов. Выбирая материал для станины, нужно исходить из того, что толщина металла должна составлять не меньше 1/6 ширины профилированной трубы.
Так, если предстоит гнуть трубу, имеющую в сечении прямоугольник с параметрами 50 х 25 мм, то чтобы избежать деформации станины в процессе гибки, нужно взять швеллер или уголок толщиной не менее 10 мм. Опорная плита и пуансон с матрицей по толщине должны быть в 2 раза больше.
Оптимальный диаметр роликов — минимум утроенные размеры сечения. Полка швеллера и уголка, взятых для изготовления станины, должна быть в 2 и 3 раза больше ширины трубы соответственно. Если предстоит работа по гибке профильных труб прямоугольного сечения 50 х 25 мм, нужен швеллер 100 х 10 или уголок 150 х 10.
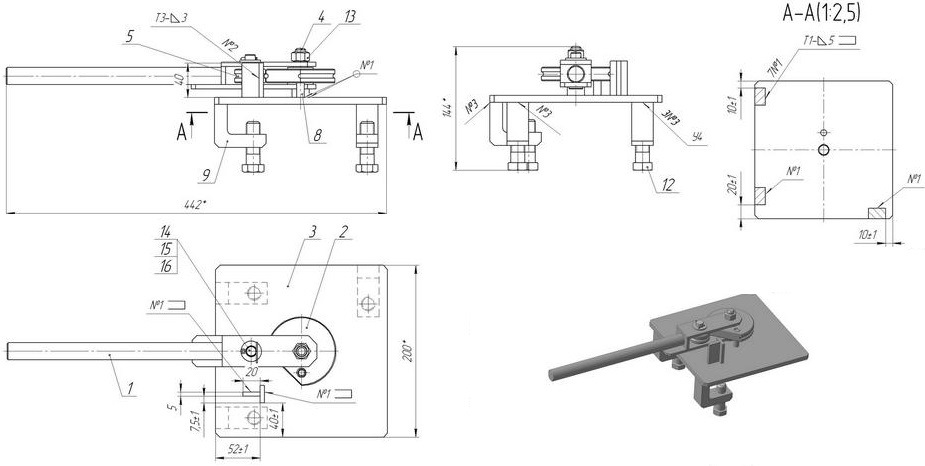
Рассмотрим схему станка с гидравлическим приводом, где изгиб происходит за счет продавливания профильной трубы по центру пуансоном, зафиксированным на поднимающемся штоке. В результате тесного контакта заготовки, опирающейся на два стационарных ролика, с подвижным пуансоном, последняя принимает его очертания.
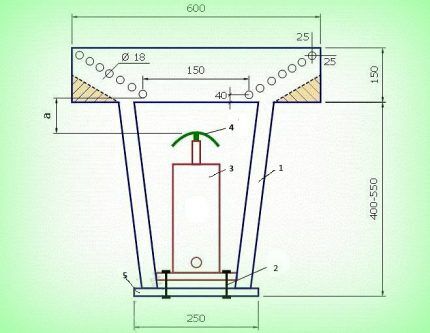
Для разметки рабочей поверхности прокладывают вертикальную ось и на указанном на чертеже расстоянии от края и оси, отмечают место нахождения нижних отверстий. Затем отмечают точки расположения верхних отверстий, отступив нужное расстояние от края. Соединяют прямой линией центра этих отверстий и откладывают на ней равные отрезки.
Оси промежуточных отверстий будут находиться на пересечении сделанных отметок с наклонной осью. Отверстия на рабочей поверхности нужны для возможности регулирования радиуса изгиба профильной заготовки. Так как рабочая поверхность состоит из двух зеркально расположенных деталей, вторую размечают так же.
Нет тематического видео для этой статьи.
Высоту станка определяют параметры домкрата и расстояние, обозначенное на чертеже символом «а». Чтобы согнуть профильную трубу шириной 15 мм этот промежуток в нерабочем состоянии домкрата примерно должен равняться 20 мм.
В этой конструкции усилие, передаваемое пуансоном, сконцентрировано в верхней его части. В результате такого воздействия наружный радиус трубы подвергается растяжению, что может вызвать истончение стенки, а в отдельных случаях и разрыв. Поэтому для деформации тонкостенных заготовок этот станок использовать не рекомендуют.
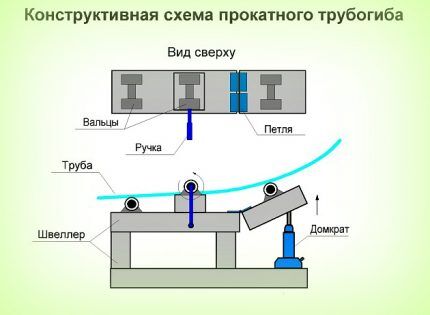
На таком оборудовании заготовка приобретает заданную форму путем прокатки. В условиях домашней мастерской проще изготовить 3-роликовую конструкцию с ручным приводом. Рассмотрим два варианта подобных станков.
Принцип устройства такого станка для гибки труб с сечением, отличным от круглого, следующий:
- Основная станина связана через шарнирное соединение с поворотной платформой, которая и задает угол загиба.
- Платформу приводит в движение домкрат, упирающийся в нее рабочим штоком.
- Протяжка профиля осуществляют путем вращения рукоятки, находящейся на промежуточном валу.
Для изготовления основания станка и стоек потребуется швеллер с высотой стенки от 150 до 200 мм в количестве около 3 м. В качестве обойм для подшипников, основы вальцев, подойдет стальная труба с внутренним диаметром равным внешнему диаметру подшипников, которую делят на 6 коротких отрезков.
Из швеллера выполняют основу и две платформы. Отступив от одной из сторон около 0,5 м, приваривают вертикальную стойку из того же швеллера. Для этого два отрезка спаривают, чтобы стойка получилась прочной.
Строго соблюдая горизонтальность, монтируют стационарную платформу, а к ней приваривают заднюю стойку. Далее, берут отрезок профильной трубы и наращивают ограничители высотой не меньше, чем толщина профильной трубы, деформацию которой предполагают выполнять на изготавливаемом станке.
Направляющую платформу соединяют с основной станиной посредством дверных петель. На наращенные ограничители и края обеих платформ посредством сварки монтируют подшипники и усиливают конструкцию уголками. Валы вставляют в подшипники, а к среднему крепят ручку. Под краем направляющей платформы устанавливают домкрат и закрепляют его на основе при помощи болтового соединения.
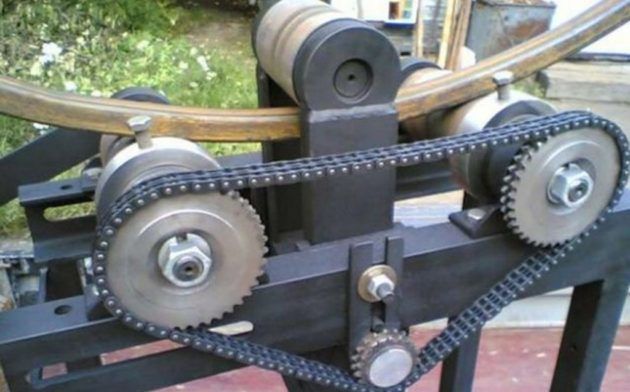
На этом станке трубу укладывают на ролики, расположенные по бокам. Верхний подвижный ролик опускают на изделие сверху и таким путем фиксируют его. Далее, вращают ручку и через цепь передают движение валам. Труба протягивается и меняет свою геометрию. Постепенно усиливая нажим путем закручивания прижимного болта, и протягивая заготовку, добиваются изгиба трубы под необходимым углом.

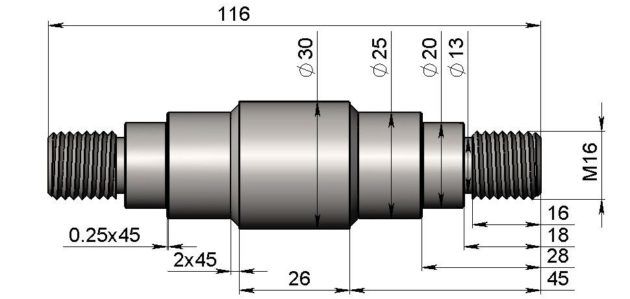
Чтобы изготовить станок, работающий по такой схеме, необходимо заготовить полку и профильный металлический прокат для каркаса, валы, 4 прочные пружины, цепь, подшипники, крепеж, другие детали. Для крепления подшипников потребуется 3 вала с параметрами, соответствующими звездочкам и подшипникам.
Два вала предназначены для бокового размещения, а третий (прижимной) — для подвешивания на пружинах. Эти элементы, скорее всего, придется заказать в мастерской, а остальное можно выполнить собственноручно.
В состав прижимного вала входят подшипники, шестерни и кольца. В кольцах нарезают резьбу под зажимные болты и делают пазы. В полках из швеллера выполняют посадочные места под прижимной вал. На заключительном этапе собирают конструкцию начиная с установки каркаса.
После, прижимной вал на пружинах, присоединенный к полке посредством шпоночного соединения, подвешивают. Опорные валы устанавливают по бокам и натягивают между ними цепь, применяя в качестве держателя магнитный уголок. На один из них крепя ручку с поворачивающейся трубкой, затем выполняют работы по монтажу домкрата. Присоединяют его к платформе болтами и сваркой.
При монтаже подвесного вала соблюдают определенную последовательность: сначала устанавливают его на полку, к ней приваривают гайки под пружины, переворачивают площадку и подсоединяют к пружинам. Следует учесть, что с увеличением расстояния между роликами, усилия, прилагаемые для изгиба, уменьшаются.
Самое примитивное приспособление для изменения очертаний профильной трубы — использование деревянного шаблона. Применить его можно в случае гибки тонкостенных труб из стали или алюминия. Для изготовления такого импровизированного станка берут доски, скрепляют их между собой любым способом и выпиливают шаблон.

В месте соприкосновения с трубой толщина шаблона должна быть больше, чем высота сечения профильной трубы на несколько сантиметров. Край шаблона выполняют с наклоном, иначе труба может соскользнуть.
Конструкцию снабжают упором и крепят к какому-нибудь устойчивому основанию. Трубу помещают между плоскостью шаблона и упором и начинают гнуть материал, начиная с края трубки. Если начать процесс изгиба с центра, то тонкостенная труба может сплющиться.
В трубу можно вставить металлический стержень диаметром равным проходному сечению трубы, а можно просто взять отрезок трубы и надеть его на коне заготовки. В любом случае так будет удобней.
По такому же принципу изготавливают более мощные станки. В этом случае усилие создают при помощи лебедки, а трубу закрепляют покрепче, чтобы не сорвалась.
Основные правила изготовления станка с ручным приводом для обработки профильных труб:
Трубогибочный станок, по конструкции приближенный к заводскому:
Из всех вариантов профилегибочных станков следует выбирать конструкцию, наиболее соответствующую цели ее использования. Иногда достаточно самого простого механизма, чтобы обеспечить себя необходимым количеством гнутого профиля без особых финансовых затрат.
Гибка профильной трубы: делаем трубогибочный станок своими руками
Станок для гибки профильной трубы является очень популярным видом металлообрабатывающего оборудования. Объясняется это тем, что трубные изделия данного типа сегодня активно применяются во многих сферах, в том числе и для решения бытовых нужд. Если резка профильной трубы легко выполняется даже при помощи ручного инструмента, то для изгиба такого изделия необходимо использовать специальный станок для гибки труб.
Гибка профильной трубы на самодельном станке
Вариантов получения такого станка в свое распоряжение может быть всего два: приобретение серийного оборудования, на что необходимо будет выделить значительные финансовые средства, или изготовление устройства для гибки профильных труб своими руками. На сегодняшний день есть множество конструктивных схем, по которым могут быть изготовлены самодельные станки для гибки профильных труб. На наиболее простых из них и, соответственно, наиболее популярных среди домашних мастеров стоит остановиться подробнее.
Устройство трубогибочного станка и инструкция по его сборке
Вне зависимости от того, какие расходные материалы и механизмы есть в вашей домашней мастерской или гараже, станок для гибки профильной трубы своими руками может быть изготовлен по различным конструктивным схемам. Сделав даже простейший самодельный трубогиб, в дальнейшем, если в этом возникнет необходимость, вы сможете усовершенствовать его конструкцию, наделив такое оборудование рядом дополнительных функций.

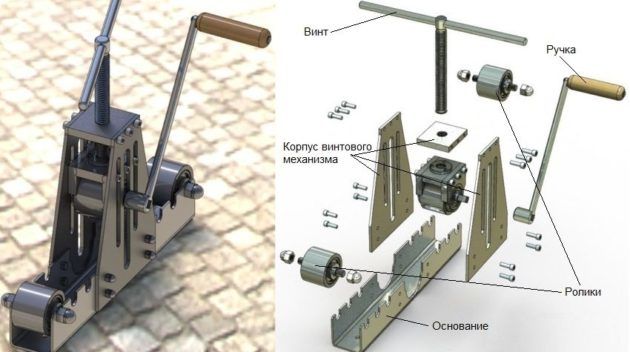
Конструкция станка для гибки труб (в разрезе)
Основными элементами конструкции любого станка, на котором выполняется гнутье труб, являются:
- несущая рама, которая изготавливается из мощного металлического профиля;
- три вала, вращающиеся на отдельных осях (именно посредством таких элементов, которые должны отличаться высокой прочностью, гибочные станки и воздействуют на профильную трубу, деформируя ее на требуемый угол изгиба);
- механизм, при помощи которого рабочие валы приводятся во вращение;
- цепь, соединяющая элементы приводного механизма.
Перед изготовлением самодельного оборудования для гибки желательно подготовить его чертеж или найти готовый в интернете. Более того, там можно обнаружить и видео с подробной инструкцией, объясняющей процесс изготовления устройства для изгиба профильных труб.
После того как чертеж трубогиба подготовлен, можно приступать к сборке несущей рамы. Если вы планируете применять свой трубогибочный станок для труб большого диаметра, то для сборки его несущей рамы лучше не использовать сварку: она не сможет обеспечить конструкции оборудования требуемую надежность. В таких случаях элементы рамы лучше соединить между собой при помощи болтов. Использование болтовых соединений, кроме того, сделает ваш трубогибочный станок более мобильным, вы в любой момент сможете быстро разобрать его и перевезти в другое место.

Детали трубогиба: подшипники, валы и цепная передача
Валы, которыми оснащается любой гибочный станок для профильной трубы, – это цилиндры с осями вращения, изготовленные из высокопрочной стали. Как уже говорилось выше, на трубогибочный станок устанавливают три рабочих вала, при этом два из них фиксируются немного выше поверхности рабочего стола, а третий – над ними. Радиусы гибки труб зависят от того, на каком расстоянии располагаются между собой рабочие поверхности нижних валов. Таким образом, если, создавая свой трубогибочный станок, вы сразу предусмотрите в его конструкции возможность горизонтального перемещения нижних валов и вертикального – верхнего, вы сможете регулировать параметры выполняемого сгиба, а также обрабатывать трубы различного размера.

Сваренная из толстого металла П-образная каретка с прижимным валом

Для закрепления подшипников используются «полумесяцы» из 4-миллиметрового металла
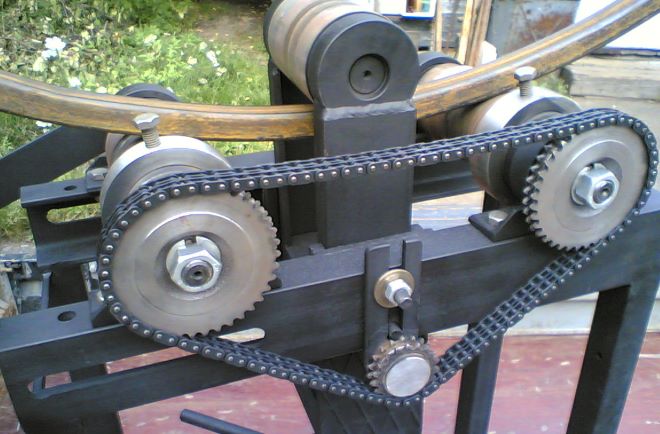
После того как все рабочие валы трубогибочного станка установлены на раме, необходимо собрать механизм, который будет приводить их во вращение. В качестве такого механизма лучше всего использовать цепную передачу, элементами которой будут три звездочки и сама цепь, соответствующая им по своим параметрам. Две звездочки устанавливаются на оба нижних вала трубогиба для профильной трубы, а третья фиксируется ниже, на одном из элементов несущей рамы. Очень важно предусмотреть возможность изменения положения нижней звездочки, так как это позволит вам выполнять натяжку цепи на трубогибочном станке. Чтобы приводным механизмом станка можно было легко управлять, на одной из звездочек фиксируют ручку, которую следует сделать не только прочной, но и максимально удобной в работе.

Трубогиб собран и готов к испытанию
По завершении сборки станка следует выполнить на нем тестовый изгиб трубы. Если результаты теста вас удовлетворили, можно начинать пользоваться своим оборудованием.
Как изготовить профилегиб еще более простой конструкции
Профилегибочный станок своими руками можно изготовить по еще более простой конструктивной схеме. Если вы остановите свой выбор на приспособлении данного типа, следует иметь в виду, что для того, чтобы согнуть профильную трубу своими руками на подобном устройстве, вам потребуются серьезные физические усилия.
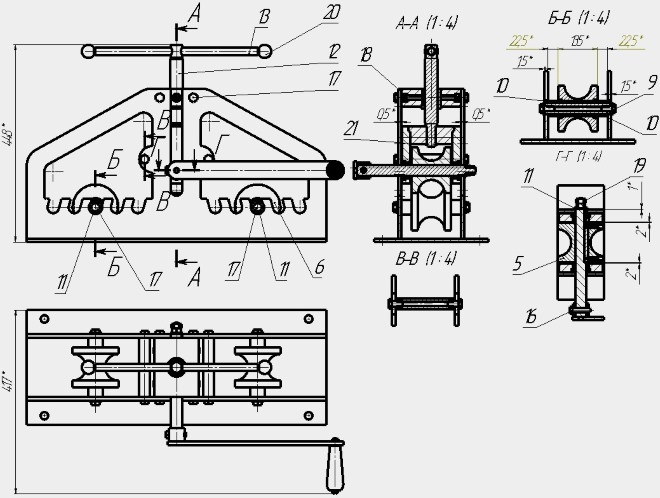
Чертеж небольшого ручного профилегиба, закрепляемого на слесарном верстаке (нажмите для увеличения)
Если оборудование для гибки, оснащенное рабочими валами, используется для проката профильной трубы, в процессе которого выполняется ее загибание, то профилегибы простейшей конструкции, о которых идет речь, работают по другому принципу. На устройствах данного типа осуществляется гибка профильной трубы по радиусу, который предварительно необходимо сформировать из жестко закрепленных элементов. В качестве таких элементов чаще всего используются прочные металлические штыри, закрепленные в бетонном основании. Из таких штырей формируется дуга, по которой и выполняется загибание профтрубы.
Чтобы изготовить устройство, на котором можно будет эффективно выполнить гибку трубы по радиусу, лучше всего самостоятельно залить бетонную площадку и максимально надежно зафиксировать на ней металлические штыри.
Гибка стальных труб, для выполнения которой используется такое простое приспособление, осуществляется в следующей последовательности.
- Один конец трубы надежно фиксируется.
- Физически воздействуя на второй, незакрепленный конец трубы, изделие начинают плавно и аккуратно гнуть, огибая его поверхностью штыри, располагающиеся по дуге.
- После того как труба приобрела требуемую конфигурацию, ее второй конец тоже закрепляют и оставляют изделие в таком положении на некоторое время, чтобы металл привык к новому состоянию.
Поскольку работа на таком приспособлении требует приложения значительных физических усилий, то для облегчения задачи (особенно при гибке труб большого диаметра) место будущего сгиба предварительно нагревают газовой горелкой или на костре. Более подробно познакомиться с правилами работы на таком устройстве можно по соответствующему видео.
Конечно, такое приспособление, которое можно соорудить во дворе своего дома, обладает минимальной эффективностью и функциональностью. Например, с его помощью достаточно сложно выполнять гибку нержавеющих труб или осуществлять сложный изгиб. Тем не менее использовать его для простейших гибочных работ вполне можно. Такие работы, например, могут быть связаны с прокладкой трубопровода или изготовлением каркаса для домашней теплицы.
Подборка фотографий и чертежей для самостоятельного изготовления трубогиба рычажного типа, а также видеоролик с комментариями и пояснениями от автора.

Этот рычажный трубогиб не слишком сложен в изготовлении и позволяет работать с довольно толстыми трубами








Если работа с металлическими трубами различного профиля связана с вашей профессиональной деятельностью, то лучшим выбором для вас станут серийные станки для гибки профильной трубы, которые отличаются не только высокой эффективностью, но и расширенным функционалом. Сегодня существует множество самых разных моделей профилегибов, которые отличаются друг от друга как своей производительностью, так и набором функциональных возможностей. Такое разнообразие позволяет подобрать станок для выполнения гибки профильной металлической трубы, ориентируясь на свои потребности и финансовые возможности.

За небольшие деньги можно приобрести малогабаритный ручной станок

Настольный электромеханический профилегибочный станок ПГМ-4 работает с профилем толщиной до 40 мм
Выбирая серийный станок для гибки профильных труб, следует иметь в виду, что стоимость такого оборудования в зависимости от его технических характеристик и функциональности начинается от нескольких сотен долларов США и может достигать нескольких тысяч.
Чтобы выполнять гибочные операции на серийном оборудовании, необходимо обладать определенной подготовкой. Если ее нет, то можно изучить особенности данного процесса и по видео, которые несложно найти в интернете.
Изготовление станка, предназначенного для гибки профильных труб
Необходимость в устройстве, которые способно гнуть профильные трубы, возникает во многих случаях. Подобный инструмент необходим при обустройстве беседки, навеса, создании теплиц. Сегодня на рынке продаются гнутые трубы, однако высокая стоимость делает их покупку нерентабельной. Гораздо дешевле соорудить самодельный профилегиб и создавать гнутые профильные трубы самостоятельно.
Станки, способные придавать изгиб профильным трубам, отличаются по конструкции от обычных инструментов. Профильные материалы обладают повышенной прочностью. Соответственно, для того чтобы их согнуть, необходимо приложить больше усилий.
Кроме того, обычно изгиб профильной трубы обладает большим радиусом. В связи с этим конструкция профилегиба включает в себя три ролика. Из них, в зависимости от предпочтений мастера, подвижным может быть:
- левый ролик;
- средний ролик;
- правый ролик.
В случае если подвижным является средний ролик, крайние элементы крепятся к корпусу неподвижно. Они слегка приподнимаются над плоскостью основания. В случае если подвижным является один из крайних роликов, то он движется вместе с основанием. Другие в это время остаются недвижимыми.
Принцип действия такого инструмента достаточно прост и основывается на холодном прокате. Профильная труба помещается между трема валами. Давление, которое сгибает металл, создается центральным, средним роликом. Если трубу необходимо согнуть только на одном конкретном участке, необходимо использовать специальный точечный станок. Прокатный станок позволяет получить арочный профиль.
В зависимости от того, за счет приложения какой силы работает станок, выделяют следующие виды профилегибов:
- механический. Изгиб создается за счет ручного давления;
- гидравлический. Дополнительно применяется гидравлический домкрат, при помощи которого и создается давление;
- электрический. Станок оснащен электродвигателем, который создает сгибающее усилие;
- электрогидравлический. Электродвигатель приводит в действие гидроцилиндр.
Если станок предназначен для труб небольшого сечения, подойдет инструмент с ручной протяжкой. В противном случае протянуть профиль будет невозможно без специальных приспособлений (к примеру, электродвигателя).
Какие материалы и инструменты нужны для изготовления трубогиба
На современном рынке представлено большое разнообразие инструментов, предназначенных для гибки профиля. Они отличаются как по возможностям и функциональности, так и по цене. Однако любой мастер может самостоятельно сделать такой станок, уплатив только за отдельные составные детали. Некоторые из них могут уже быть в запасе, другие придется купить.
Так, для создания станка, необходимо обзавестись:
- уголками;
- цепью;
- натяжителем цепи;
- заготовками для изготовления ролика и валов;
- швеллерами;
- подшипниками;
- корпусами подшипников;
- приводными звездочками;
- гидравлическим домкратом;
- ручкой приводного вала;
- пружинами (если будет использоваться домкрат);
- болтами и гайками.

Существует множество вариантов изготовления станков для гибки профильных труб. Некоторые из деталей, приведенных в перечне выше, могут не понадобиться. Все зависит от выбранного способа создания инструмента. Кроме материалов, понадобится также инструментарий. Для того чтобы создать станок мастеру понадобится:
- дрель (электрическая);
- аппарат для сварки;
- молоток;
- шлифовальная машина (угловая);
- сверла (для металла);
- рожковые и торцевые ключи.
Перед началом сборки настоятельно рекомендуется создать чертеж будущего устройства. Это значительно облегчит задачу. Хотя сегодня существует большое количество готовых чертежей, лучше будет, если мастер создаст его сам, с учетом собственных потребностей.
Весь процесс создания трубогиба для профильной трубы своими руками состоит из следующих этапов:
После сборки рекомендуется провести испытание, в ходе которого будут обнаружены ошибки сборки (если они были допущены). Для этого необходимо положить кусок профильной трубы на нижние валы, и прижать ее к ним домкратом. Далее необходимо привести устройство в действие при помощи вращения ручки.
Создать станок для гибки профильной трубы своими руками можно другим способом. При этом понадобиться меньшее количество материалов. Можно будет обойтись и без дорогостоящего домкрата. Процесс создания более простого станка состоит из следующих этапов:
- Создание рамы, похожей на продольный стол. Для соединения элементов можно использовать сварку. При этом необходимо учитывать напряжение, которое будет оказываться на отдельные элементы устройства. Важно, чтобы каркас был устойчивым. Достичь этого можно путем крепления к полу.
- Крепление двух вращающихся валов чуть выше стола. Третий вал размещается еще выше, между первыми двумя. Расстояние между крайними валами и центральным элементом можно менять. Это повлияет на радиус изгиба. Однако важно чтобы оба крайних элемента были на одинаковом расстоянии от центрального вала. В дальнейшем этот параметр можно менять в зависимости от радиуса изгиба, который необходимо получить в конкретном случае.
- Крепление цепного привода.
Этот станок отличается более простой конструкцией. Однако работать с ним несколько тяжелее, нежели с предыдущим устройством. В любом случае после изготовления инструмента рекомендуется очистить его от ржавчины и покрасить. Это убережет станок для гибки труб от порчи.
Первый станок отличается большей доскональностью. Трубы, изогнутые на таком агрегате, будут иметь более опрятный вид. Кроме того, для обработки профиля придется применять меньше силы. Второй станок является более дешевым и простым в изготовлении. Однако качество изгиба может быть хуже. Какой инструмент изготовлять должен решить сам мастер, ориентируясь на свои потребности.
Таким образом, гибочные станки для профильной трубы можно изготовлять самостоятельно. Конечная стоимость таких инструментов будет ниже, нежели промышленных изделий, представленных на рынке. Для создания станка понадобятся определенные материалы и инструменты.
Существует большое количество чертежей подобных устройств, однако лучше будет, если мастер сам создаст чертеж, с учетом всех особенностей. Изготовить инструмент можно, ориентируясь на представленные выше инструкции.
Процесс получения изогнутых деталей называют гибкой. Зачастую при проведении такого процесса в качестве заготовок используются трубы или профили с прямоугольным поперечным сечением. Подобный тип обработки материала получил большую популярность задолго до изобретения первых металлообрабатывающих станков: металл предварительно нагревался в месте изгиба, что делало его пластичным, а после придавалась нужная форма. Однако предварительный нагрев до пластичного состояния нарушал кристаллическую решетку и изменял тем самым физические свойства металла, процесс был трудоемок и не мог использоваться в крупносерийном производстве.

Сразу после того, как появился гибочный станков для профильной трубы процесс холодной гибки стал набирать популярность в различных отраслях промышленности, где было налажено крупносерийное производство. Многие стали изготовлять станки своими руками. Подобный рост популярности можно связать со следующими особенностями гибочных станков:
- Можно получить деталь практически любой формы.
- В зависимости от толщины металла и его вида работа по приданию формы может занять от нескольких минут до нескольких часов. Важно отметить, что требования увеличения времени могут быть заложены в чертежи со спецификацией: получение определенной прочности в месте деформации, показатель хрупкости сплава и т. д.
- При правильном составлении технологического процесса свойства металла не изменяются.
- Есть возможность провести автоматизацию работы и использования подобных станков при конвейерной обработке.
- Конструкция многих гибочных станков довольно проста, а значит, надежна. Также нужно отметить широкое распространение самодельных станков. Своими руками можно создать конструкцию, которая может применяться в мелкосерийном производстве, когда проводится изгиб небольших по диаметру труб.
Сама обработка довольно проста, но ее применение стало возможно только после получения сплавов с хорошим показателем пластичности. Если сплав хрупкий, его нельзя использовать при холодной гибке.
Существует огромное количество вариантов исполнения гибочных станков, особенно это касается самодельных вариантов исполнения. Несмотря на это можно отметить нижеприведенные сходства:
- Могут применяться для получения заготовок только определенной формы. К примеру, некоторые используются для получения прямого угла, другие изгибают по окружности, третьи предназначены для спирального накручивания и т. д. Однако есть и сложные установки с возможностью переналадки станка. Так установка в гибочный станок валиков другого диаметра и профиля позволяет изменить угол изгиба.
- Очень важным показателем можно назвать особенности профиля трубы, диаметр поперечного сечения, толщину стенок, вид сплава. Эти показатели оказывают влияние на возможность использования того или иного способа гибки.
- Сплавы, которые могут подвергаться холодному изгибанию: алюминий, легированные и медные сплавы, сталь. Мощность станка определяет возможность обработки труб с определенным диаметром поперечного сечения и толщиной стенок, в некоторых случаях, скорость обработки.
- Нефтехимическая промышленность.
- Машиностроение.
- Строительство.
- Энергетика и электрическая промышленность.
- Кораблестроение.
- Легкая промышленность.
При выполнении холодной гибки металл подвергается сильным нагрузкам, а повышение пластичности обуславливается частичным нагревом в области возникновения этих нагрузок (только при быстром изгибании). Именно поэтому, как при использовании профессиональных, так и самодельных станков, приводит к следующим изменениям металла:
- Утончение стенок на месте изгиба.
- Сплющивание трубы в месте изгиба. При этом придать изначальную форму довольно сложно.
- Образование изломов и гофр.
- При значительных показателях упругости материала возможно изменение полученной формы после изгиба.
Все станки из этой категории узкоспециализированы.
Видео по постройке теплицы при помощи самоделеньго гибочного станка
Изготовление самодельного гибочного станка своими руками
Конструкция, при помощи которой проводится гибка, может быть создана своими руками. Для работы понадобятся следующее:
- Три вала, который могут иметь плоский или углубленный профиль торцевой поверхности. Стоит отметить, что наличие углубления с профилем под заготовку сделает конструкцию более эффективной. Сделать профиль можно своими руками. Эти валы будут проводить сгибание.
- Металлический профиль, который будет использоваться для создания рамы.
- Механизм привода цепного типа.
- Цепь.
Весь процесс создания трубогибочной конструкции можно разделить на следующие этапы:
- Создаем раму, которая похожа на продольный стол. Соединять элементы можно при помощи сварки, но учитывая возможное напряжение при работе, также следует использовать болты с гайками. При создании каркаса своими руками стоит помнить о том, что он должен иметь хорошую устойчивость. Поэтому следует предусмотреть возможность его крепления к полу.
- Два вала, которые имеют ось вращения, крепятся чуть выше стола на определенном расстоянии, третий чуть выше посредине. Способ крепления – болт и гайка.
- Расстояние между двумя валами, расположенными в одной горизонтальной плоскости, определяет радиус изгиба. Поэтому следует предусмотреть несколько вариантов их расположения (но они всегда должны быть равноудалены от центрального вала). Таким образом можно своими руками сделать станок, который может использоваться для получения деталей с разным углом изгиба.
- Проводим крепление цепного привода.





